




产品信息
您所在的位置:首页 > 详细信息
长沙工控PLC设计,基准自动化控制设计
2025-10-25 03:31:01 1384次浏览
价 格:面议
PLC的硬件结构是可变的,软件程序是可编的,用于控制时,非常灵活。必要时可编写多套或多组程序,依需要调用。它很适应于工业现场多工况、多状态变换的需要。
所以,若PLC配置了这种单元,则完全可以用NC的办法,进行数字量的控制。新开发的运动单元,甚至还发行了NC技术的编程语言,为更好地用PLC进行数字控制提供了方便。
联网、通讯,正适应了当今计算机集成制造系统(CIMS)及智能化工厂发展的需要。它可使工业控制从点(Point)、到线((Line)再到面(Aero),使设备级的控制、生产线的控制、工厂管理层的控制连成一个整体,进而可创造更高的效益。这个无限美好的前景,已越来越清楚地展现在我们这一代人的面前。
-
 PLC硬件系统设计(1) PLC 型号的选择① 对输入 / 输出点的选择② 对存储容量的选择③ 对 I/O 响应时间的选择④ 根据输出负载的特点选型⑤ 对在线和离线编程的选择⑥ 据是否联网通信选型⑦ 对 PLC 结构形式的选择(2)分配输入24-01-10 20:39:01
PLC硬件系统设计(1) PLC 型号的选择① 对输入 / 输出点的选择② 对存储容量的选择③ 对 I/O 响应时间的选择④ 根据输出负载的特点选型⑤ 对在线和离线编程的选择⑥ 据是否联网通信选型⑦ 对 PLC 结构形式的选择(2)分配输入24-01-10 20:39:01 -
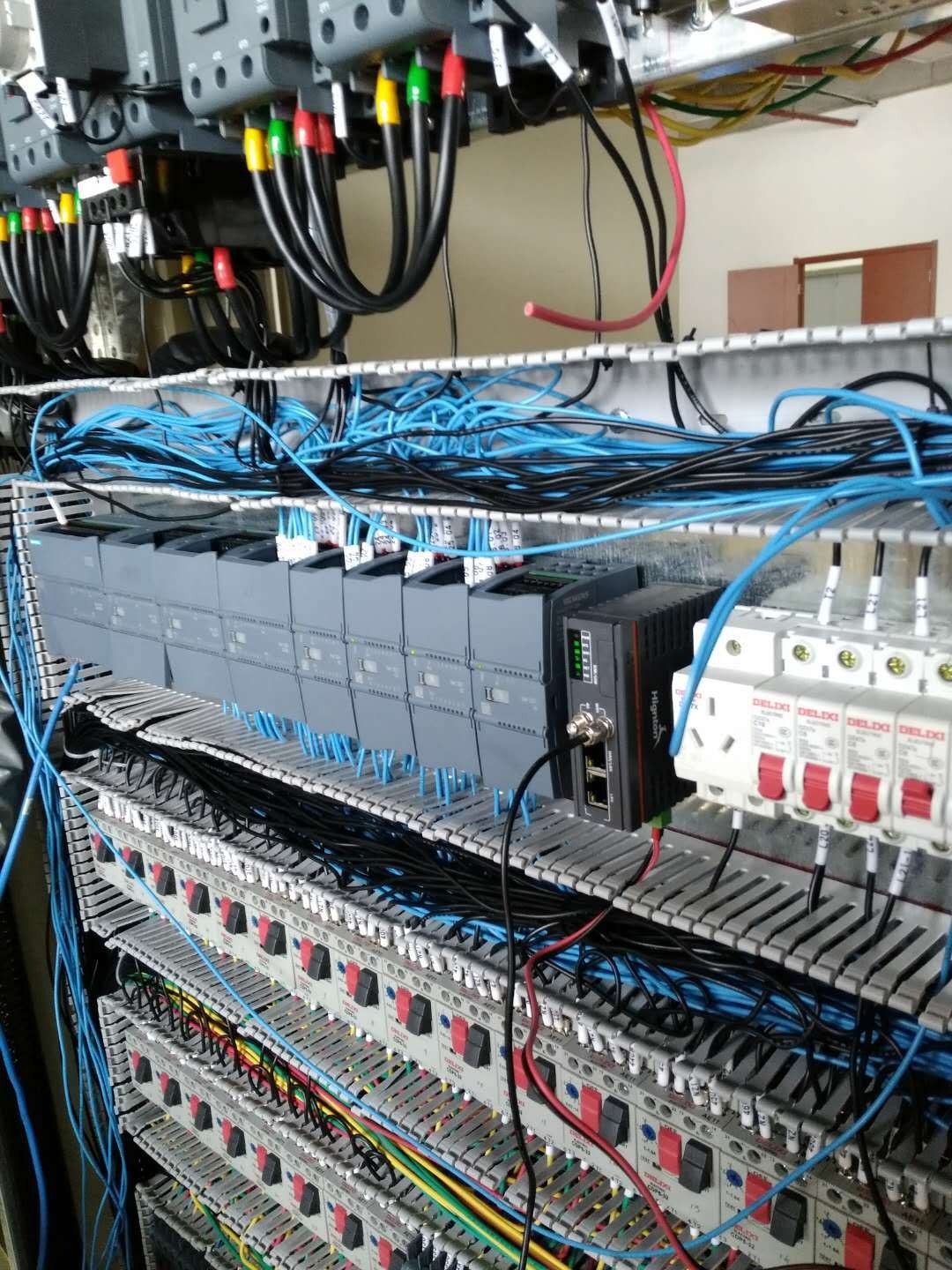
 PLC的电源模块通常通过U型连接器连接到背板总线,并专门为背板总线提供内部所需的电源,为CPU、通信模块、以及接口模块等供电。电源模块的额定电流必须大于CPU、I/O模块、及其它模块的总消耗电流。根据实际应用场景预留为编程器、图形显示器、通24-01-10 23:48:01
PLC的电源模块通常通过U型连接器连接到背板总线,并专门为背板总线提供内部所需的电源,为CPU、通信模块、以及接口模块等供电。电源模块的额定电流必须大于CPU、I/O模块、及其它模块的总消耗电流。根据实际应用场景预留为编程器、图形显示器、通24-01-10 23:48:01 -
 PLC的模拟量模块是实现模数转换的功能,接收工控系统中基本的过程信号(压力、温度、流量等),将这些检测信号转换为统一的电压、电流信号,并将这些模拟量信号实时传送、计算转换,变成CPU可处理和控制的数值信号,从而实现整个系统的监控及控制。三翻24-01-10 23:45:01
PLC的模拟量模块是实现模数转换的功能,接收工控系统中基本的过程信号(压力、温度、流量等),将这些检测信号转换为统一的电压、电流信号,并将这些模拟量信号实时传送、计算转换,变成CPU可处理和控制的数值信号,从而实现整个系统的监控及控制。三翻24-01-10 23:45:01 -
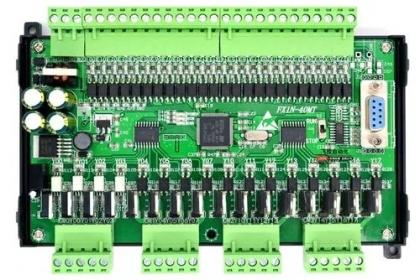
 控制单元输出端子接线输出线尽可能远离高压线和动力线等干扰源不能将输出设备连接到带“ . ”端子上各“ COM ”端均为独立的,故各输出端既可独立输出,又可采用公共并接输出。当各负载使用不同电压时,采用独立输出方式;而各个负载使用相同电压时,24-01-10 23:42:01
控制单元输出端子接线输出线尽可能远离高压线和动力线等干扰源不能将输出设备连接到带“ . ”端子上各“ COM ”端均为独立的,故各输出端既可独立输出,又可采用公共并接输出。当各负载使用不同电压时,采用独立输出方式;而各个负载使用相同电压时,24-01-10 23:42:01 -
 控制单元输入端子接线输入线尽可能远离高压线和动力线等干扰源不能将输入设备连接到带“ . ”端子上交流型PLC的内藏式直流电源输出可用于输入;直流型PLC的直流电源输出功率不够时,可使用外接电源切勿将外接电源加到交流型PL的内藏式直流电源的输24-01-10 23:39:01
控制单元输入端子接线输入线尽可能远离高压线和动力线等干扰源不能将输入设备连接到带“ . ”端子上交流型PLC的内藏式直流电源输出可用于输入;直流型PLC的直流电源输出功率不够时,可使用外接电源切勿将外接电源加到交流型PL的内藏式直流电源的输24-01-10 23:39:01 -
 控制单元输出端子接线输出线尽可能远离高压线和动力线等干扰源不能将输出设备连接到带“ . ”端子上各“ COM ”端均为独立的,故各输出端既可独立输出,又可采用公共并接输出。当各负载使用不同电压时,采用独立输出方式;而各个负载使用相同电压时,24-01-10 23:36:01
控制单元输出端子接线输出线尽可能远离高压线和动力线等干扰源不能将输出设备连接到带“ . ”端子上各“ COM ”端均为独立的,故各输出端既可独立输出,又可采用公共并接输出。当各负载使用不同电压时,采用独立输出方式;而各个负载使用相同电压时,24-01-10 23:36:01 -
 组合机床全自动和半自动工作过程:上料按下启动按钮,上料机械手前进,将零件送到夹具上,夹具加紧零件。同时进料装置进料,之后上料机械手退回原位,放料装置退回原位加工四个工作滑台前进,四个加工动力头同时加工,洗端面、打中心孔。加工完成后,各工作滑24-01-10 23:33:01
组合机床全自动和半自动工作过程:上料按下启动按钮,上料机械手前进,将零件送到夹具上,夹具加紧零件。同时进料装置进料,之后上料机械手退回原位,放料装置退回原位加工四个工作滑台前进,四个加工动力头同时加工,洗端面、打中心孔。加工完成后,各工作滑24-01-10 23:33:01 -
 PLC硬件系统设计(1) PLC 型号的选择① 对输入 / 输出点的选择② 对存储容量的选择③ 对 I/O 响应时间的选择④ 根据输出负载的特点选型⑤ 对在线和离线编程的选择⑥ 据是否联网通信选型⑦ 对 PLC 结构形式的选择(2)分配输入24-01-10 23:30:01
PLC硬件系统设计(1) PLC 型号的选择① 对输入 / 输出点的选择② 对存储容量的选择③ 对 I/O 响应时间的选择④ 根据输出负载的特点选型⑤ 对在线和离线编程的选择⑥ 据是否联网通信选型⑦ 对 PLC 结构形式的选择(2)分配输入24-01-10 23:30:01 -
PLC硬件系统设计(1) PLC 型号的选择① 对输入 / 输出点的选择② 对存储容量的选择③ 对 I/O 响应时间的选择④ 根据输出负载的特点选型⑤ 对在线和离线编程的选择⑥ 据是否联网通信选型⑦ 对 PLC 结构形式的选择(2)分配输入24-01-10 23:27:01
-
PLC 软件系统设计方法及步骤(1)PLC 软件系统设计的方法① 图解法编程a. 梯形图法b. 逻辑流程图法c. 时序流程图法d. 步进顺控法② 经验法编程③ 计算机辅助设计编程(2)PLC 软件系统设计的步骤① 对系统任务分块② 编制控制24-01-10 23:24:01
-
 通常来讲,一台PLC可以同时控制2~4个伺服电机,8~32个变频器,这些与实际的接口数量有关。PLC可按照I/O(输入/输出)点数来分成5个类别:1、超小型PLC,I/O点数往往在64个以内;2、小型PLC,I/O点数在64个到256个之间24-01-10 23:21:01
通常来讲,一台PLC可以同时控制2~4个伺服电机,8~32个变频器,这些与实际的接口数量有关。PLC可按照I/O(输入/输出)点数来分成5个类别:1、超小型PLC,I/O点数往往在64个以内;2、小型PLC,I/O点数在64个到256个之间24-01-10 23:21:01 -
控制单元输入端子接线输入线尽可能远离高压线和动力线等干扰源不能将输入设备连接到带“ . ”端子上交流型PLC的内藏式直流电源输出可用于输入;直流型PLC的直流电源输出功率不够时,可使用外接电源切勿将外接电源加到交流型PL的内藏式直流电源的输24-01-10 23:18:01
-
 PLC硬件系统设计(1) PLC 型号的选择① 对输入 / 输出点的选择② 对存储容量的选择③ 对 I/O 响应时间的选择④ 根据输出负载的特点选型⑤ 对在线和离线编程的选择⑥ 据是否联网通信选型⑦ 对 PLC 结构形式的选择(2)分配输入24-01-10 23:15:01
PLC硬件系统设计(1) PLC 型号的选择① 对输入 / 输出点的选择② 对存储容量的选择③ 对 I/O 响应时间的选择④ 根据输出负载的特点选型⑤ 对在线和离线编程的选择⑥ 据是否联网通信选型⑦ 对 PLC 结构形式的选择(2)分配输入24-01-10 23:15:01 -
 控制单元输出端子接线输出线尽可能远离高压线和动力线等干扰源不能将输出设备连接到带“ . ”端子上各“ COM ”端均为独立的,故各输出端既可独立输出,又可采用公共并接输出。当各负载使用不同电压时,采用独立输出方式;而各个负载使用相同电压时,24-01-10 23:12:01
控制单元输出端子接线输出线尽可能远离高压线和动力线等干扰源不能将输出设备连接到带“ . ”端子上各“ COM ”端均为独立的,故各输出端既可独立输出,又可采用公共并接输出。当各负载使用不同电压时,采用独立输出方式;而各个负载使用相同电压时,24-01-10 23:12:01 -
组合机床全自动和半自动工作过程:上料按下启动按钮,上料机械手前进,将零件送到夹具上,夹具加紧零件。同时进料装置进料,之后上料机械手退回原位,放料装置退回原位加工四个工作滑台前进,四个加工动力头同时加工,洗端面、打中心孔。加工完成后,各工作滑24-01-10 23:09:01
-
 PLC的选型四个工位组合机床电气控制系统有输入信号42个,输出信号27个,均为开关量。其中外部输入元件包括:17个检测元件、24个按钮开关、1个选择开关;外部输出元件包括:16个电磁阀、6个接触器、5个指示灯。根据I/O信号的数量、类型以及24-01-10 23:06:01
PLC的选型四个工位组合机床电气控制系统有输入信号42个,输出信号27个,均为开关量。其中外部输入元件包括:17个检测元件、24个按钮开关、1个选择开关;外部输出元件包括:16个电磁阀、6个接触器、5个指示灯。根据I/O信号的数量、类型以及24-01-10 23:06:01 -
控制单元输出端子接线输出线尽可能远离高压线和动力线等干扰源不能将输出设备连接到带“ . ”端子上各“ COM ”端均为独立的,故各输出端既可独立输出,又可采用公共并接输出。当各负载使用不同电压时,采用独立输出方式;而各个负载使用相同电压时,24-01-10 23:03:01
-
 PLC(Programmable Logic Controller,可编程逻辑控制器),由CPU、指令及数据内存模块、I/O接口、电源模块、模拟量模块等硬件单元组成,可配备如编程器、图形显示器、通信接口等外部设备,是为工业控制应用而设计制造24-01-10 23:00:02
PLC(Programmable Logic Controller,可编程逻辑控制器),由CPU、指令及数据内存模块、I/O接口、电源模块、模拟量模块等硬件单元组成,可配备如编程器、图形显示器、通信接口等外部设备,是为工业控制应用而设计制造24-01-10 23:00:02 -
PLC 软件系统设计方法及步骤(1)PLC 软件系统设计的方法① 图解法编程a. 梯形图法b. 逻辑流程图法c. 时序流程图法d. 步进顺控法② 经验法编程③ 计算机辅助设计编程(2)PLC 软件系统设计的步骤① 对系统任务分块② 编制控制24-01-10 22:57:01
-
PLC的选型四个工位组合机床电气控制系统有输入信号42个,输出信号27个,均为开关量。其中外部输入元件包括:17个检测元件、24个按钮开关、1个选择开关;外部输出元件包括:16个电磁阀、6个接触器、5个指示灯。根据I/O信号的数量、类型以及24-01-10 22:54:01

